

There are many plastic pallet manufacturing processes on the market, and it is not easy to judge which one really fits your needs.
Also, compared with wooden pallets, different plastic pallets are made by different production machines, not just by simple assembly.
As a plastic pallet manufacturer, we will use this article to explain several common plastic pallet manufacturing processes, the main strengths of pallets made by each process, and the pros and cons of different pallet processes. After reading this, you should have a clearer idea of which plastic pallet is more suitable for your business model.
6 Most Common Manufacturing Processes for Plastic Pallets
The 3 most typical production processes for plastic pallets are injection molding, blow molding, and rotational molding. There are also several other methods.
Below, we will go through 6 plastic pallet manufacturing processes and the pallet features that come with each process.
First, you need to be clear about one thing: injection molded, rotomolded, and blow molded pallets are all made from thermoplastic plastic pellets. Common thermoplastic materials include HDPE, PP, PE, LLDPE, and others. If you are not familiar with these materials, you can read our article: What Are Pallets Made Of?
Plastic pellets may go through different pre-treatment methods before entering the machine. Let’s keep going.
1. Injection Molding
Injection molding is one of the pallet production methods we use most often.
For plastic pallets, injection molding mainly includes two types: High-Pressure Injection Molding and Structural Foam Molding.
High-Pressure Injection Molding
High-pressure injection molding is one of the fastest and most stable ways to produce plastic pallets, and it can give you consistent tolerance and a flatter pallet surface.
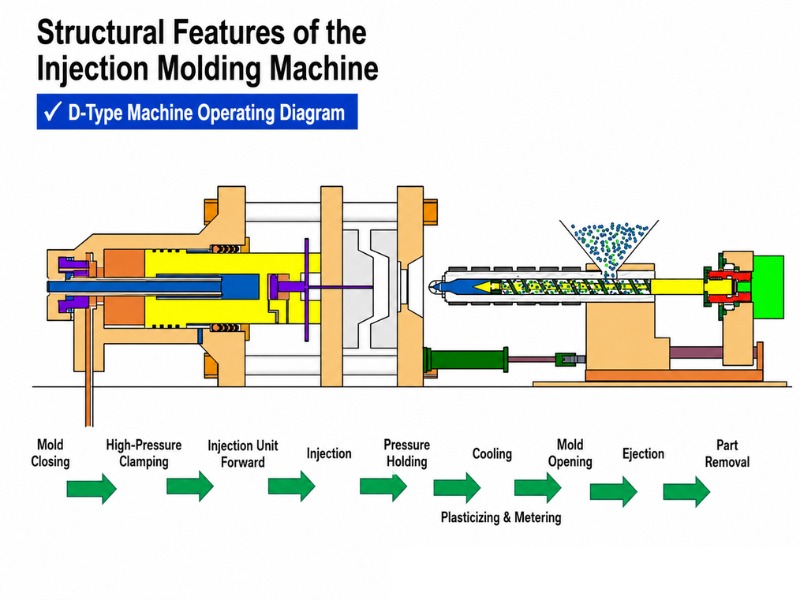
In general, the high-pressure injection molding process works like this:
- First, dried PP or HDPE plastic pellets are fed into the barrel of the injection molding machine.
- The pellets are melted by the screw inside the barrel.
- Then the molten plastic is injected under high pressure into the closed steel pallet mold.
- The molten plastic fills the pallet deck, fork openings, ribs, anti-slip texture, and reinforced edge areas.
- After cooling, the ejector system pushes out the whole pallet.

Structural Foam Molding
Structural foam molding is also called low-pressure injection molding.
During production, dried PP or HDPE plastic pellets are also fed into the barrel of the injection molding machine first. Then nitrogen, carbon dioxide, or a foaming agent is added in two possible ways.
- If a chemical foaming agent is used, it is added during the raw material mixing stage.
- If a physical foaming gas such as nitrogen or carbon dioxide is used, the gas is injected after the plastic has melted.
After that, the foaming molten plastic enters the closed mold at lower pressure and expands inside the mold to fill the pallet structure. After cooling, the outside of the pallet forms a harder, rougher skin, while the inside forms a microcellular foam core.
Because the inside is not a fully solid structure, structural foam molded plastic pallets are lighter than high-pressure injection molded pallets.
Does the Material Ratio in Injection Molding Affect Pallet Performance?
100% virgin plastic is very suitable for medical, food, and other applications where pallets need to be washed often, should not grow mold, and should not absorb water.
Both high-pressure injection molding and structural foam molding can use a certain percentage of recycled plastic pellets to match your cost requirements.
For industries that still need to keep relatively high pallet performance, we usually control the recycled material ratio at around 20%, based on customer requirements.
For one-way export plastic pallets, we usually control the recycled material ratio at around 50%.
Structural Foam Molding Plastic Pallet vs High-Pressure Injection Molding Plastic Pallet
If you are comparing these two injection molding processes, the table below can help you see the difference more clearly.
| Comparison Item | Structural Foam Molding Plastic Pallet | High-Pressure Injection Molding Plastic Pallet |
| Rigidity | Good stiffness-to-weight ratio, suitable for large load-bearing platforms | Gets strength from dense material and rib structure |
| Detail Performance | Anti-slip texture and edge details are usually not as clear as high-pressure injection molding | Structure details are clearer; anti-slip texture, ribs, and edges are more stable |
| Dimensional Accuracy | Good stability for large sizes, but tight tolerance is harder to control | Better dimensional consistency, suitable for standardized mass production |
| Warpage Control | Has advantages for large thick-wall parts, with lower internal stress | If the thick-wall design is not reasonable, shrinkage, sink marks, or warpage may occur |
| Impact Resistance | Has certain impact resistance, but under strong forklift impact, the risk of local breakage needs to be checked | Better overall integrity, usually more suitable for high-frequency forklift turnover |
| Mold Cost | Usually lower, especially for large-size products | Usually higher, especially for large precision steel molds |
| Suitable Orders | Large-size, thick-wall, lightweight, and some special load-bearing projects | Standard sizes, large-volume orders, and long-term repeat orders |
| Pallet Types It Can Produce | Large platform pallets, lightweight load-bearing pallets | Rackable pallet, stackable pallet, hygienic pallet, double-sided pallet |
| Automation Compatibility | Dimensions and bottom flatness need to be checked carefully | More suitable for conveyors, AGV, and AS/RS |
| Food and Medical Use | Choose carefully; surface condition and breakage risk need to be checked | More commonly used, and easier to meet cleaning and stability requirements |
| How to Choose | Consider it when you care more about lightweight design, large size, and lower mold pressure | Choose it first when you care about batch stability, dimensional accuracy, surface quality, and heavy-duty turnover |
In short, if you need a larger plastic pallet, do not have high requirements for pallet surface smoothness, and your order is not especially urgent, structural foam molding can be more cost-effective.
But if you need plastic pallets in large quantities, and you also need stable corrosion resistance, stable tolerance, and better fit for more use scenarios, then choosing high-pressure injection molded plastic pallets is very necessary.
At Enlightening Pallet, we also provide split injection molding solutions.
For example, for large-size pallets, while using the same mold set, we can separately inject the upper and lower parts of the pallet, then join the two parts into one complete pallet through welding.
Our welding process can create a tight weld seam, while still keeping the strong pallet performance brought by injection molding.

But what exactly happens during this complex manufacturing process? Let’s explore the injection molding production process of a plastic pallet.
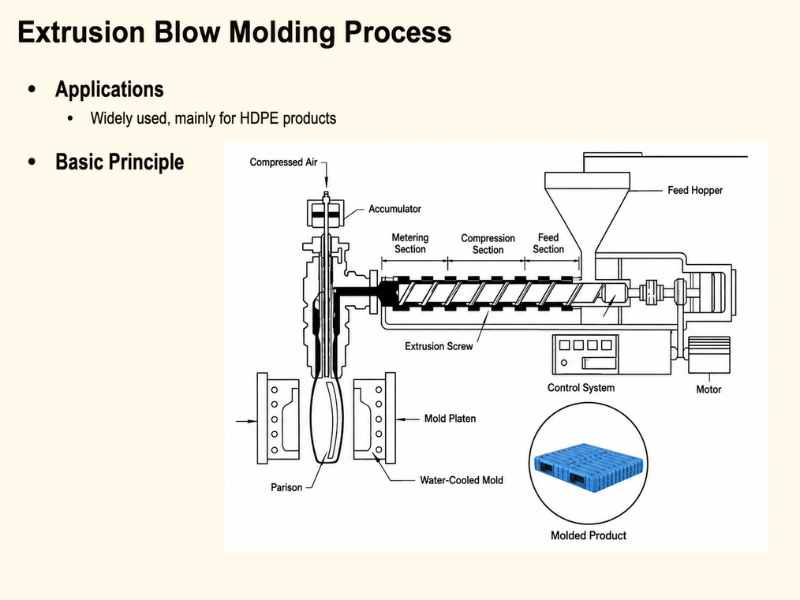
2. Blow Molding
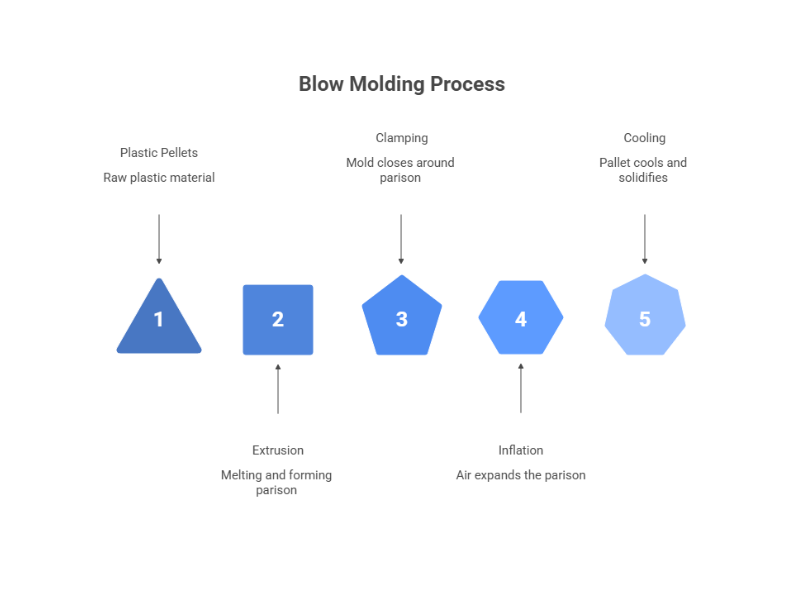
Blow molding mainly uses a hollow blow molding machine. You can understand it this way: a heated and softened plastic tube is placed into a mold, and then compressed air is used to “blow” it into the shape of a pallet.
The specific process is:
Plastic pellets enter the extruder → the screw melts the plastic → a very soft hollow parison is extruded → the left and right sides of the blow mold clamp the parison in the middle → the machine blows compressed air into the parison through the blow pin → the parison expands and presses against the mold wall to form the final pallet structure → the pallet cools down and takes shape.
This molding method creates the biggest structural difference between blow molded pallets and injection molded pallets: Blow molded pallets form a double-wall hollow structure.
Blow-molded pallets usually have better impact resistance than one-piece injection molded pallets. This is because when a blow molded pallet receives a light forklift impact or transport impact, the hollow structure allows the outer wall to deform slightly and spread the impact force through the inner cavity.
But please note: if the impact is heavy, the deformation of a blow molded pallet may not bounce back.
Beyond impact resistance, this thick-wall hollow structure can also bring good floor load performance.
While some injection molded pallets need steel tube reinforcement to increase load capacity, heavy-duty blow molded pallets already have higher load capacity by themselves. They can reach 6T static load and 2T dynamic load.
So, who is more suitable to buy blow molded pallets?
If your goods are heavier, or your handling environment is rougher, blow molded pallets can be a good choice.
At Enlightening Pallet, we can increase wall thickness, thicken fork openings and corners, and strengthen the internal support columns. This will increase the pallet’s own weight, but it will also make the blow molded pallet stronger in load capacity.
3. Rotational Molding
Rotational molding is also called rotomolding. It usually uses a carousel machine for production.
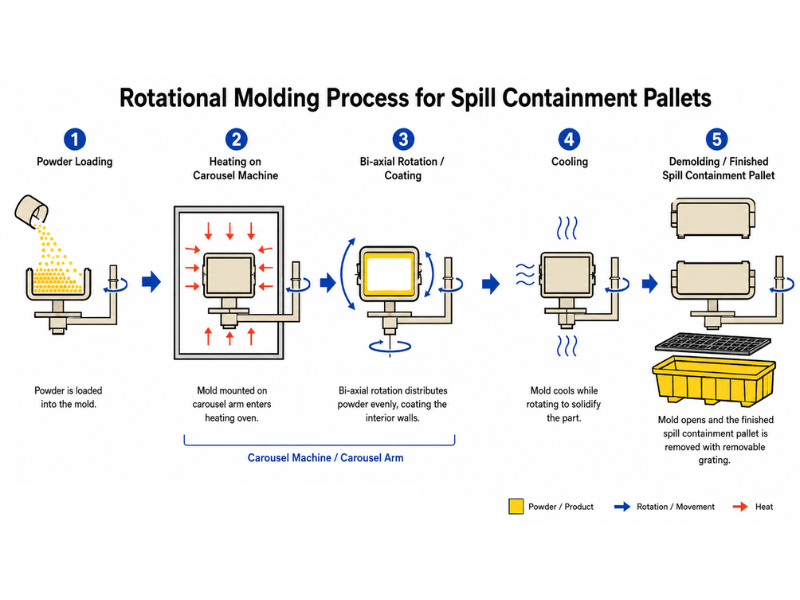
Unlike injection molding and blow molding, rotational molding requires plastic pellets to be ground into powder first, and then loaded into the pallet mold.
At the same time, rotational molding uses more corrosion-resistant plastic materials such as PE, HDPE, and LLDPE.
Different from injection molding, rotational molding is a low-pressure molding process. When the mold enters an industrial oven at 260–370°C, it slowly rotates around two vertical axes at the same time.
As the temperature rises, the powder begins to melt. Because the mold keeps rotating, each side takes turns facing downward due to gravity. The molten plastic coats the entire inner wall layer by layer and finally forms the hollow plastic shell with even wall thickness that you often see.
Rotational molding itself is suitable for producing large, hollow, thickened, seamless plastic parts. So it is more suitable for producing spill containment pallets, chemical spill pallets, IBC spill pallets, and other secondary containment pallets. It is not suitable for producing 3-runner plastic pallets or double-sided plastic pallets.
When customers contact us for wholesale rotomolded spill containment pallets, they usually require yellow color masterbatch. This helps users identify the pallets more easily. This point is also mentioned in OSHA.
Besides plastic pallets, rotational molding is also used to produce many types of plastic pallet boxes:
- Bulk Container
- Harvest Bin
- Fish Container
- Insulated Container
Producing one rotomolded pallet usually takes 20–40 minutes, which is much slower than injection molding’s 60–180 seconds production time. But the good thing is that rotomolded plastic pallets usually have a lower MOQ. At Enlightening Pallet, our spill pallets usually start from 30 pieces. For large orders, we also have enough stock to support your demand.
View the production process of our rotomolded spill containment pallets!
4. Thermoforming
Thermoforming is often used to produce plastic pallets with a certain recycled material ratio. And many thermoformed plastic pallets on the market have a black surface.
The production process is: First, the plastic sheet is heated and softened. Then vacuum or pressure is used to make the sheet fit the mold surface. After cooling, the pallet structure is formed.
Thermoformed plastic pallets are usually thin-wall and lightweight. For example, pallets at the bottom of sleeve packs and some light-duty turnover pallets are often made by thermoforming.
Some thermoformed plastic pallets can have 2 steel tubes built inside to increase load capacity.
Please note that thermoforming and blow molding can both produce nestable plastic pallets, but they are not the same process. Thermoforming uses plastic sheets. Blow molding uses a hollow parison. Thermoforming uses pressure to form the pallet. Blow molding forms the pallet by blowing.

5. Compression Molding
Compression molding is also called press molding. It also uses pressure to produce pallets.
During production, plastic pieces, long fibers, composite materials, and other materials are placed into the heated lower mold cavity according to the pre-calculated pallet weight. Then the hydraulic machine drives the upper mold and applies pressure to the melted material in the lower mold. Under pressure, the material melts, flows, and fills the mold cavity.
This “upper and lower pressing” process uses as much material as possible during production. Because of this, compression molded pallets are thicker. They can keep high strength and rigidity similar to metal, but their own weight is also higher than thermoformed pallets.
6. Profile Extrusion
Profile extrusion is similar to the production method of wooden pallets. After plastic pellets are melted, they are extruded through a die with a specific shape to form long profiles. After cooling, the profiles are cut into pallet deck boards, beams, or support blocks. Finally, they are connected by welding, screws, or nails to form a complete pallet.
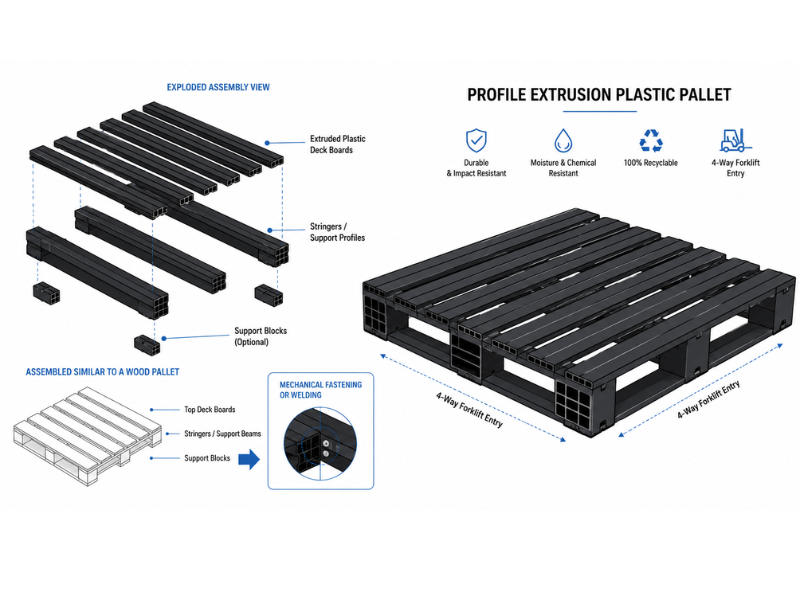
The most typical feature of this process is that it uses recycled plastic profiles. Common materials include HDPE, PP, mixed recycled plastic, and wood-plastic composite with wood powder or fiber filler. For you, profile extrusion is more suitable for custom sizes, low-to-medium batch orders, and recycled material projects.
But the strength of profile extrusion plastic pallets is affected by profile thickness, connection method, and assembly quality. So their stability is weaker than injection molded pallets.
Thermoforming, compression molding, and profile extrusion are all slower than injection molding in production efficiency. They are more suitable for medium and low batch pallet production.
But the mold cost and early development cost of these three processes are usually lower than those of large injection molds.
So if you need a special structure, want to use recycled materials, or want to develop a pallet project with lower upfront investment, these three processes are more flexible.
Which Plastic Pallets Are Usually Produced by Each Manufacturing Process?
If you simply want to judge which process matches the pallet you need, you can look directly at this table.
| Process | Common Pallets | Most Typical Features | Suitable for Racking? | Suitable for Automation? | Common Materials |
| High-Pressure Injection Molding | Rackable pallet, stackable pallet, double-sided pallet, hygienic pallet, 3-runner pallet, 6-runner pallet | Stable dimensions, clear structural details, good batch consistency | Suitable, especially with steel tubes or reinforced runner structure | Suitable, especially for conveyors, AGV, and AS/RS | PP, HDPE, virgin resin, recycled resin |
| Structural Foam Molding | Large platform pallet, thick-wall load-bearing pallet, lightweight industrial pallet | Hard outer skin with foamed core, good stiffness-to-weight ratio, suitable for large thick-wall products | Needs evaluation, depending on bottom flatness and long-term deflection | Needs evaluation, not as stable as high-pressure injection molding | PP, HDPE, recycled resin, regrind |
| Blow Molding | Double-sided pallet, nine-leg pallet, heavy-duty transport pallet, nestable pallet | Double-wall hollow structure, good impact resistance, high load capacity without steel tubes | Some models are suitable, but rack load and deflection tests must be confirmed | Usually needs evaluation; dimensional tolerance is not as good as injection molding | HDPE, recycled HDPE |
| Rotational Molding | Spill pallet, IBC spill pallet, drum spill pallet, secondary containment pallet, pallet box | Thick-wall, hollow, seamless, suitable for spill control and special industrial products | Usually not suitable, unless it is a special rack spill system | Not suitable for standard automated pallet systems | PE, HDPE, LLDPE |
| Thermoforming / Vacuum Forming | Sleeve pack bottom pallet, light-duty turnover pallet, light-duty nestable pallet, packaging transport pallet | Plastic sheet is heated and formed, lightweight, thin-wall, flexible for development | Usually not suitable for heavy-duty racking | Usually not suitable for high-precision automation | HDPE sheet, PP sheet, recycled plastic sheet |
| Compression Molding / Press Molding | Recycled plastic pallet, export pallet, nine-leg pallet, cost-focused warehouse pallet | Thick-wall, heavy self-weight, can use composite materials and recycled materials | Usually not recommended unless clear rack load test data is available | Usually not suitable for high-precision automation | Recycled plastic, PP, HDPE, wood-plastic composite, fiber-filled material |
| Profile Extrusion | Plastic lumber pallet, custom-size pallet, plastic wood pallet, export pallet | Profiles are extruded first, then assembled like wooden pallets | Needs evaluation, depending on profile thickness and connection method | Usually not suitable for high-precision automation | HDPE, PP, recycled plastic, wood-plastic composite |
Blow Molding vs Injection Molding vs Rotomolded
After reading the content above, let’s directly compare the three most important points for pallets: dimensions, load capacity, and price.
Here, we only compare the three most popular pallet processes.
Dimensional Accuracy Comparison
First, please note: Pallet tolerance is not only about length, width, and height. You also need to check whether these key positions are stable and consistent:
- Whether the pallet length, width, and height are consistent
- Whether the fork opening positions are consistent
- Whether the bottom runners or legs are flat
- Whether the anti-slip texture, ribs, and edge details are clear
- Whether the weight and dimensions of each batch are stable
- Whether the pallet is suitable for racks, conveyors, AGV, AS/RS, and other equipment
Injection Molding:
Injection molded pallets have the highest overall dimensional accuracy, around ±0.1 mm.
This is because injection molded pallets are produced inside a closed mold. The size of the mold decides the size of the finished pallet.
If you need to purchase plastic pallets in large quantities, injection molding can keep batch dimensions the most stable.
Blow Molding:
Blow molded pallets have lower accuracy than injection molded pallets, but higher accuracy than rotomolded pallets.
The reason their accuracy is lower than injection molded pallets is that the plastic parison is stretched differently in different positions. This may cause some areas to be thicker and some areas to be thinner, so flatness and wall thickness consistency are weaker.
But their accuracy is higher than rotomolded pallets because the outer dimensions of the pallet are controlled by the mold, so the dimensions are relatively consistent.
Rotational Molding:
Rotomolded pallets have the lowest accuracy.
This is because rotational molding does not use high pressure. It relies completely on gravity and rotation to let the powder naturally attach to the mold wall.
Rotomolding is better at making thick-wall, hollow, large-size pallets. So customers who buy rotomolded pallets from us usually do not have strict requirements for dimensional accuracy.
Load Capacity Comparison
Load capacity is one of the pallet performance points you must consider.
Injection Molding:
Injection molded pallets have the strongest overall load capacity.
A regular injection molded pallet without steel tubes usually has a load capacity of around 1T dynamic load and 4T static load.
But after adding 4 to more than 10 reinforced steel tubes, the pallet can reach 2T dynamic load, 6T static load, 1.5T rack load, or even higher.
This allows injection molded pallets to be used for floor handling, heavy stacking, long-term racking, and other applications.
Blow Molding:
Enlightening Pallet blow molded pallets can reach 2T dynamic load and 6T static load without steel tubes.
Although this load capacity is higher than injection molded pallets without steel tubes, the blow molding pallet overall load capacity is still lower than injection molded pallets.
This is because blow molding is usually more suitable for producing reversible plastic pallets and nestable plastic pallets.
These blow molded pallets cannot reserve space for steel tubes, so they cannot be used on racks. They are only suitable for stacking and floor use.
Rotational Molding:
Rotomolded pallets usually cannot be reinforced with built-in steel tubes. At the same time, the load capacity of rotomolded pallets is usually slightly lower than injection molded pallets and blow molded pallets.
But rotational molding gives you very flexible load options. For rotomolded spill pallets used to hold chemical drums or IBC tanks, we can make the load capacity range from 25 kg to 4000 kg, depending on the model.
Cost Comparison
Rotational Molding:
Rotomolding has the lowest mold cost.
But the production cycle is slow, and labor and machine occupation time are high. So the unit cost of rotomolded pallets is the highest.
Blow Molding:
The mold cost of blow molding is lower than injection molding.
Its production speed is faster than rotational molding. The unit price of blow molded pallets is between injection molding and rotational molding.
Injection Molding:
Injection molds are expensive.
But injection molding production is fast. After the mold cost is spread across each pallet, the unit cost becomes the lowest.
Still, everything depends on your total order quantity.
- If your order is less than 50 pieces, rotational molding may be more cost-effective in total cost.
- If your order is more than 300 pieces, injection molding usually gives a lower total cost.
- If you want the impact resistance and load advantage brought by a hollow structure, blow molding is more cost-effective than rotational molding.
FAQ About Plastic Pallet Manufacturing Process
What are the main steps in the plastic pallet manufacturing process?
Whether it is injection molding, blow molding, or thermoforming, the process generally includes raw material preparation and pre-treatment → molding inside the mold → cooling and demolding → trimming and processing → quality inspection. The main difference is in the molding stage: injection molding uses high-pressure injection, blow molding uses gas inflation, and rotational molding uses rotation to make the molten plastic attach to the mold wall. In the end, the purpose is the same: to let the molten plastic fill the mold cavity and form the pallet structure.
Which is stronger, a thermoformed nine-leg pallet or a blow molded nine-leg pallet?
The blow molded pallet is stronger. A thermoformed pallet is made by stretching a plastic sheet, so the wall thickness is usually thin and not fully even. This limits its structural strength, and its dynamic load is usually below 500 kg.
Why do some pallets become “soft” or “sink” after long use? Is it related to the process?
Yes, it is partly related to the process. But pallets also have a concept called creep, which means the pallet starts to deform slowly from the first day of use, even if you cannot see it with your eyes at first. Generally speaking, the lower the recycled material ratio and the more reinforcing ribs the pallet has, the slower the creep will be.
If my pallet is used in cold storage at -30°C, does the process matter?
Yes. For cold storage, we recommend choosing virgin HDPE injection molded pallets. The brittle temperature of HDPE can be as low as -70°C, so it performs relatively stably in a -30°C cold storage environment. PP pallets are not recommended for this condition, because PP is more suitable for higher-temperature environments.
If one part of the pallet surface is damaged, which process is easier to repair?
Plastic pallets made by profile extrusion and modular plastic pallets are easier to repair. You can even contact the manufacturer to get replacement modules and repair the pallet by yourself. But one-piece injection molded pallets usually cannot be repaired by users themselves.
What are the differences between pallets made from virgin material and recycled material under the same process?
Because recycled material sources cannot be fully unified, the surface color of the finished pallet is usually darker or greyer. Virgin material has a more even and brighter color, and the surface looks cleaner. The higher the recycled material ratio, the more obvious the appearance difference becomes. This is also why pallets with a high recycled material ratio are often made in less noticeable blue or black.
If I am using wooden pallets now, do I need to retest rack load capacity when switching to plastic pallets?
Yes, you need to confirm it, but you may not have to run the test again yourself. Plastic pallets and wooden pallets have different deflection behavior, so we suggest asking your supplier for a rack load test report and checking whether the deflection data under your current rack span meets the requirement. If you choose injection molded pallets with steel tube reinforcement, the rack load performance can reach or even exceed wooden pallets, and you will also find that the pallets last longer.
Final Thought
Enlightening Pallet has mastered several production processes, including injection molding, blow molding, rotational molding, and thermoforming.
We always produce plastic pallets according to ISO 9001 production methods. You can view our plastic pallets collection page, or read our 2026 Buyer’s Guide to Plastic Pallets.


