

Existen muchos procesos de fabricación de paletas de plástico en el mercado y no es fácil juzgar cuál se adapta realmente a tus necesidades.
Además, en comparación con los palés de madera, los diferentes palés de plástico se fabrican mediante diferentes máquinas de producción, no solo por un simple ensamblaje.
Como fabricante de paletas de plástico, utilizaremos este artículo para explicar varios procesos comunes de fabricación de paletas de plástico, las principales fortalezas de las paletas fabricadas con cada proceso y los pros y contras de los diferentes procesos de paletas. Después de leer esto, tendrá una idea más clara de qué paleta de plástico es más adecuada para su modelo de negocio.
6 procesos de fabricación más comunes para palés de plástico
Los 3 procesos de producción más típicos para paletas de plástico son moldeo por inyección, moldeo por soplado y moldeo rotacional. Hay varios otros métodos también.
A continuación, repasaremos 6 procesos de fabricación de palés de plástico y las características de los palés que vienen con cada proceso.
Primero, hay que aclarar una cosa: las tarimas moldeadas por inyección, por rotomoldeo y por soplado se fabrican a partir de gránulos de plástico termoplástico. Los materiales termoplásticos comunes incluyen HDPE, PP, PE, LLDPE, y otros. Si no está familiarizado con estos materiales, puede leer nuestro artículo: ¿De qué están hechos los palés?
Los gránulos de plástico pueden pasar por diferentes métodos de pretratamiento antes de entrar en la máquina. Sigamos adelante.
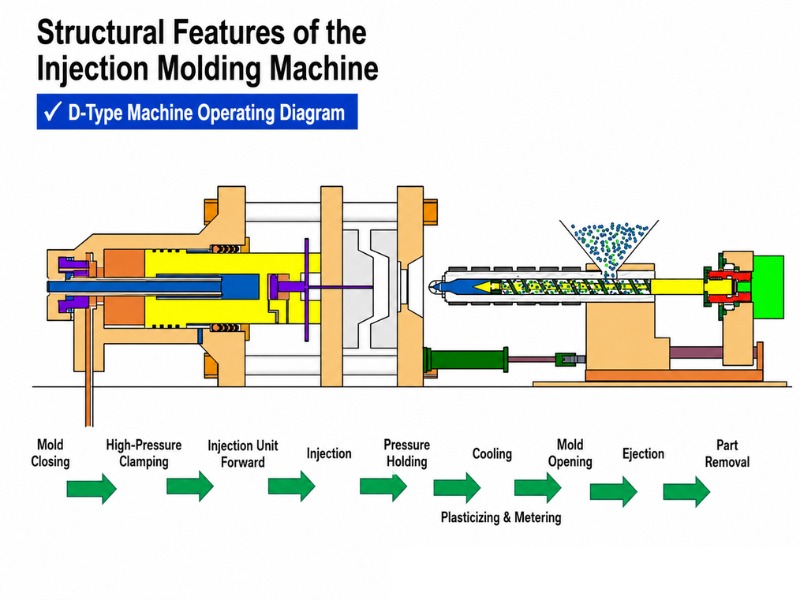
1. Moldeo por inyección
El moldeo por inyección es uno de los métodos de producción de paletas que más utilizamos.
Para paletas de plástico, el moldeo por inyección incluye principalmente dos tipos: Moldeo por inyección de alta presión y Moldeo de espuma estructural.
Moldeo por inyección de alta presión
El moldeo por inyección a alta presión es una de las formas más rápidas y estables de producir tarimas plásticas, y puede darle una tolerancia consistente y una superficie de tarima más plana.
En general, el proceso de moldeo por inyección de alta presión funciona así:
- Primero, secado gránulos de plástico PP o HDPE se introducen en el cañón de la máquina de moldeo por inyección.
- Los gránulos se funden por el tornillo dentro del cilindro.
- Luego, el plástico fundido se inyecta a alta presión en el molde cerrado de acero.
- El plástico fundido llena la cubierta del palé, las aberturas para las horquillas, las nervaduras, la textura antideslizante y las áreas de borde reforzado.
- Después de enfriar, el sistema eyector expulsa toda la plataforma.

Moldeo de espuma estructural
moldeo de espuma estructural moldeo por inyección de baja presión.
Durante la producción, también se introducen gránulos de plástico PP o HDPE secos en el cilindro de la máquina de moldeo por inyección. Luego, se añade nitrógeno, dióxido de carbono o un agente espumante de dos maneras posibles.
- Si se utiliza un agente espumante químico, se añade durante la etapa de mezcla de las materias primas.
- Si se utiliza un gas espumante físico como nitrógeno o dióxido de carbono, el gas se inyecta después de que el plástico se ha fundido.
Después de eso, el plástico espumado derretido entra en el molde cerrado a menor presión y se expande dentro del molde para llenar la estructura de la tarima. Después de enfriarse, el exterior de la tarima forma una piel más dura y rugosa, mientras que el interior forma un núcleo de espuma microcelular.
Porque el interior no es una estructura completamente sólida, Las tarimas de plástico moldeado de espuma estructural son más ligeras que las tarimas moldeadas por inyección de alta presión..
¿El índice de material en el moldeo por inyección afecta el rendimiento de la paleta?
Plástico virgen 100% es muy adecuado para aplicaciones médicas, alimentarias y otras donde las tarimas necesitan lavarse con frecuencia, no deben desarrollar moho y no deben absorber agua.
Tanto el moldeo por inyección de alta presión como el moldeo por espuma estructural pueden utilizar un cierto porcentaje de gránulos de plástico reciclado para satisfacer sus requisitos de costos.
Para las industrias que aún necesitan mantener un rendimiento relativamente alto de los palés, generalmente controlamos la proporción de material reciclado en aproximadamente 20%, basado en los requisitos del cliente.
Para paletas de plástico de exportación de un solo uso, solemos controlar la proporción de material reciclado en torno a 50%.
Moldeado de Espuma Estructural para Paletas de Plástico vs. Moldeo por Inyección de Alta Presión para Paletas de Plástico
Si está comparando estos dos procesos de moldeo por inyección, la tabla a continuación puede ayudarle a ver la diferencia con mayor claridad.
| Elemento de Comparación | Moldeo de espuma estructural para palets de plástico | Paleta de plástico moldeada por inyección de alta presión |
| Rigidez | Buena relación rigidez-peso, adecuado para plataformas de carga grandes | Obtiene fuerza de material denso y estructura de costillas |
| Detalle del rendimiento | La textura antideslizante y los detalles de los bordes no suelen ser tan claros como en el moldeo por inyección de alta presión | Los detalles de la estructura son más claros; la textura antideslizante, las costillas y los bordes son más estables |
| Precisión Dimensional | Buena estabilidad en tamaños grandes, pero es más difícil controlar la tolerancia estrecha | Mejor consistencia dimensional, adecuada para la producción en masa estandarizada |
| Control de Alabeo | Tiene ventajas para piezas grandes de paredes gruesas, con menor tensión interna. | Si el diseño de pared gruesa no es razonable, pueden ocurrir contracción, marcas de hundimiento o deformación. |
| Resistencia al Impacto | Tiene cierta resistencia al impacto, pero bajo un fuerte impacto de montacargas, se debe verificar el riesgo de rotura local. | Mejor integridad general, generalmente más adecuada para alta rotación de montacargas |
| Costo de Molde | Normalmente más bajo, especialmente para productos de gran tamaño | Generalmente más alto, especialmente para moldes de acero de gran precisión. |
| Órdenes Adecuadas | Proyectos de gran tamaño, pared gruesa, peso ligero y algunas cargas especiales. | Tallas estándar, pedidos de gran volumen, y pedidos repetidos a largo plazo |
| Tipos de palets que puede producir | Plataformas de tarimas grandes, tarimas ligeras de soporte de carga | Paleta rackeable, paleta apilable, paleta higiénica, paleta de doble cara |
| Compatibilidad con Automatización | Las dimensiones y la planitud del fondo deben verificarse cuidadosamente. | Más adecuado para transportadores, AGV y AS/RS |
| Uso alimentario y medicinal | Elige cuidadosamente; la condición de la superficie y el riesgo de rotura deben ser verificados | Más utilizado y más fácil de cumplir los requisitos de limpieza y estabilidad |
| Cómo elegir | Considéralo cuando te importe más el diseño ligero, el tamaño grande y la menor presión del molde. | Elígelo primero cuando te importe la estabilidad del lote, la precisión dimensional, la calidad de la superficie y la rotación de alta resistencia |
En resumen, si necesita un palé de plástico más grande, no tiene altos requisitos para la suavidad de la superficie del palé y su pedido no es especialmente urgente, el moldeo por espuma estructural puede ser más rentable.
Pero si necesita paletas de plástico en grandes cantidades, y también necesita resistencia a la corrosión estable, tolerancia estable y un mejor ajuste para más escenarios de uso, entonces elegir paletas de plástico moldeado por inyección de alta presión es muy necesario.
En Enlightening Pallet, también ofrecemos soluciones de moldeo por inyección dividida.
Por ejemplo, para palets de gran tamaño, utilizando el mismo juego de moldes, podemos inyectar por separado las partes superior e inferior del palet y, a continuación, unir las dos partes en un palet completo mediante soldadura.
Nuestro proceso de soldadura puede crear una junta de soldadura apretada, al tiempo que mantiene el fuerte rendimiento del palé proporcionado por el moldeo por inyección.

Pero, ¿qué ocurre exactamente durante este complejo proceso de fabricación? Exploremos el proceso de producción de un palet de plástico mediante moldeo por inyección.
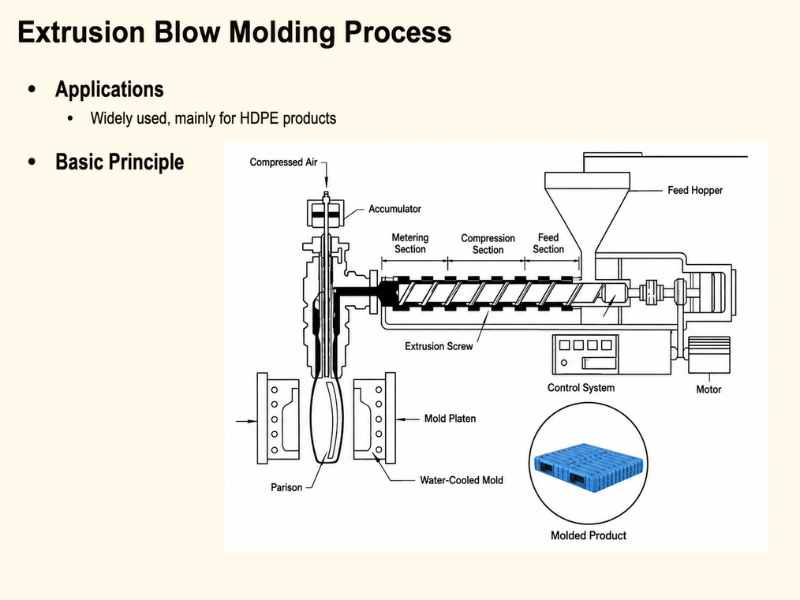
2. Moldeo por soplado
El moldeo por soplado utiliza principalmente un máquina de moldeo por soplado de hueco. Puedes entenderlo de esta manera: se coloca un tubo de plástico caliente y ablandado en un molde, y luego se utiliza aire comprimido para “soplarlo” en la forma de una tarima.
El proceso específico es:
Los gránulos de plástico entran en la extrusora → el tornillo funde el plástico → un hueco muy blando comparación se extruye → los lados izquierdo y derecho del molde de soplado sujetan la preforma en el centro → la máquina sopla aire comprimido en la preforma a través del husillo de soplado → la preforma se expande y presiona contra la pared del molde para formar la estructura final de la paleta → la paleta se enfría y toma forma.
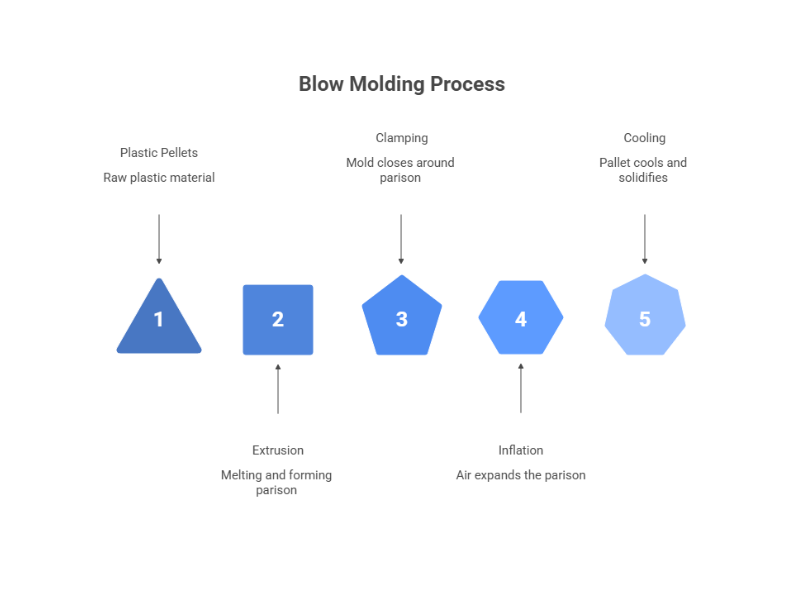
Este método de moldeo crea la mayor diferencia estructural entre los palets moldeados por soplado y los palets moldeados por inyección: Las tarimas moldeadas por soplado forman una estructura hueca de doble pared.
Paletas moldeadas por soplado normalmente tengo Mayor resistencia al impacto que paletas moldeadas por inyección de una sola pieza.Esto se debe a que cuando un palé moldeado por soplado recibe un impacto ligero de montacargas o durante el transporte, la estructura hueca permite que la pared exterior se deforme ligeramente y distribuya la fuerza del impacto a través de la cavidad interior.
Pero tenga en cuenta: si el impacto es fuerte, la deformación de una paleta moldeada por soplado puede no recuperar su forma.
Más allá de la resistencia al impacto, esta estructura hueca de pared gruesa también puede aportar un buen rendimiento de carga en el piso.
Mientras que algunos palets moldeados por inyección necesitan refuerzos de tubos de acero para aumentar su capacidad de carga, los palets de moldeo por soplado de alta resistencia ya tienen una mayor capacidad de carga por sí mismos. Pueden alcanzar 6T carga estática y 2T carga dinámica.
Entonces, ¿quién es más adecuado para comprar paletas moldeadas por soplado?
Si tus bienes son más pesado, o tu entorno de manejo es más áspero, los palés moldeados por soplado pueden ser una buena opción.
En Enlightening Pallet, podemos aumentar el grosor de las paredes, engrosar las aberturas y esquinas de las horquillas, y reforzar las columnas de soporte internas. Esto aumentará el peso propio del palé, pero también hará que el tarima moldeada por soplado más fuerte en capacidad de carga.
3. Moldeo Rotacional
moldeo rotacional rotomoldeo. Usualmente usa un cinta transportadora para producción.
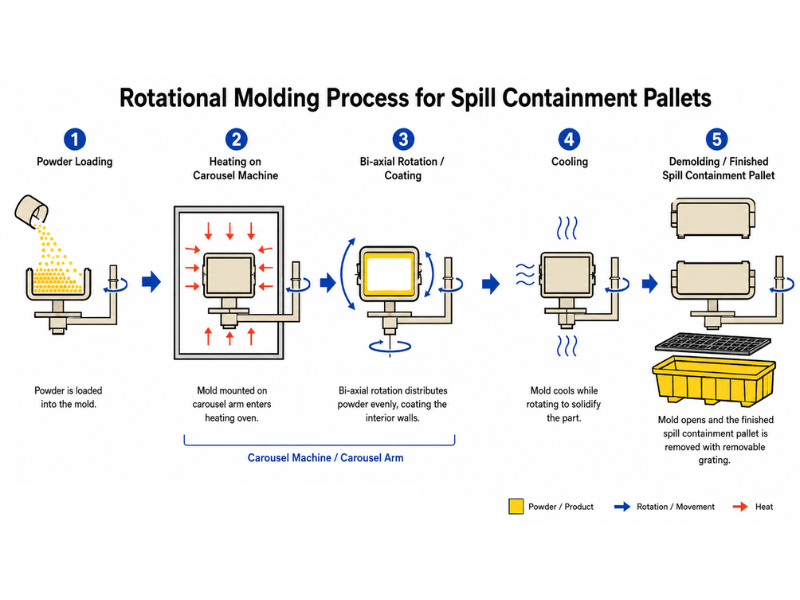
A diferencia del moldeo por inyección y el moldeo por soplado, el moldeo por rotación requiere que los gránulos de plástico se muelan primero en polvo y luego se carguen en el molde de paletas.
Al mismo tiempo, el moldeo por rotación utiliza materiales plásticos más resistentes a la corrosión como PE, HDPE y LLDPE.
A diferencia del moldeo por inyección, el moldeo por rotación es un proceso de moldeo a baja presión. Cuando el molde entra en un horno industrial a 260–370°C, rota lentamente alrededor de dos ejes verticales al mismo tiempo.
A medida que la temperatura aumenta, el polvo comienza a derretirse. Debido a que el molde sigue rotando, cada lado se turna para quedar hacia abajo por efecto de la gravedad. El plástico fundido recubre toda la pared interior capa por capa y finalmente forma la carcasa de plástico hueca con un grosor de pared uniforme que se ve con frecuencia.
El moldeo por rotación en sí es adecuado para producir piezas de plástico grandes, huecas, espesas y sin costuras. Por lo tanto, es más adecuado para producir paletas de contención de derrames, paletas para derrames químicos, paletas de contención para IBC, y otros palets de contención secundaria. No es adecuado para la producción de palets de plástico de 3 largueros o palets de plástico de doble cara.
Cuando los clientes nos contactan para solicitar tarimas de contención de derrames rotomoldeadas al por mayor, generalmente requieren masterbatch de color amarillo. Esto ayuda a los usuarios a identificar las tarimas con mayor facilidad. Este punto también se menciona en OSHA.
Además de los palets de plástico, el moldeo por rotación también se utiliza para producir muchos tipos de cajas de palets de plástico:
- Contenedor a granel
- Cosecha Contenedor
- Contenedor de pescado
- Contenedor Aislado
La producción de una tarima rotomoldeada suele tardar 20–40 minutos, lo que es mucho más lento que el moldeo por inyección 60–180 segundos tiempo de producción. Pero lo bueno es que las tarimas de plástico rotomoldeado suelen tener un MOQ más bajo. En Enlightening Pallet, nuestras tarimas de contención suelen empezar desde 30 piezas. Para pedidos grandes, también tenemos suficiente stock para apoyar tu demanda.
Ver el proceso de producción de nuestros pallets de contención de derrames rotomoldeados!
4. Termoformado
El termoformado se utiliza a menudo para producir palets de plástico con una cierta proporción de material reciclado. Y muchos palets de plástico termoformados en el mercado tienen una superficie negra.
El proceso de producción es: Primero, la lámina de plástico se calienta y ablanda. Luego, se utiliza vacío o presión para que la lámina se ajuste a la superficie del molde. Después de enfriar, se forma la estructura de la paleta.
Las tarimas de plástico termoformado suelen ser pared delgada y ligera. Por ejemplo, las tarimas en la parte inferior de los paquetes de manga y algunas tarimas de servicio ligero de rotación se fabrican a menudo mediante termoformado.
Algunas tarimas de plástico termoformado pueden tener 2 tubos de acero construido en el interior para aumentar la capacidad de carga.
Tenga en cuenta que el termoformado y el moldeo por soplado pueden producir paletas de plástico apilables, pero no son el mismo proceso. El termoformado utiliza láminas de plástico. El moldeo por soplado utiliza una preforma hueca. El termoformado utiliza presión para formar la paleta. El moldeo por soplado forma la paleta soplendo aire.

5. Moldeo por compresión
moldeo por compresión moldeo por compresión. También utiliza la presión para producir paletas.
Durante la producción, se colocan piezas de plástico, fibras largas, materiales compuestos y otros materiales en la cavidad del molde inferior calentado según el peso calculado de la tarima. Luego, la máquina hidráulica acciona el molde superior y aplica presión al material fundido en el molde inferior. Bajo presión, el material se funde, fluye y llena la cavidad del molde.
Esto “Prensado superior e inferior” el proceso utiliza la mayor cantidad de material posible durante la producción. Debido a esto, las tarimas moldeadas por compresión son más gruesas. Pueden mantener una alta resistencia y rigidez similar al metal, pero su propio peso también es mayor que el de las tarimas termoformadas.
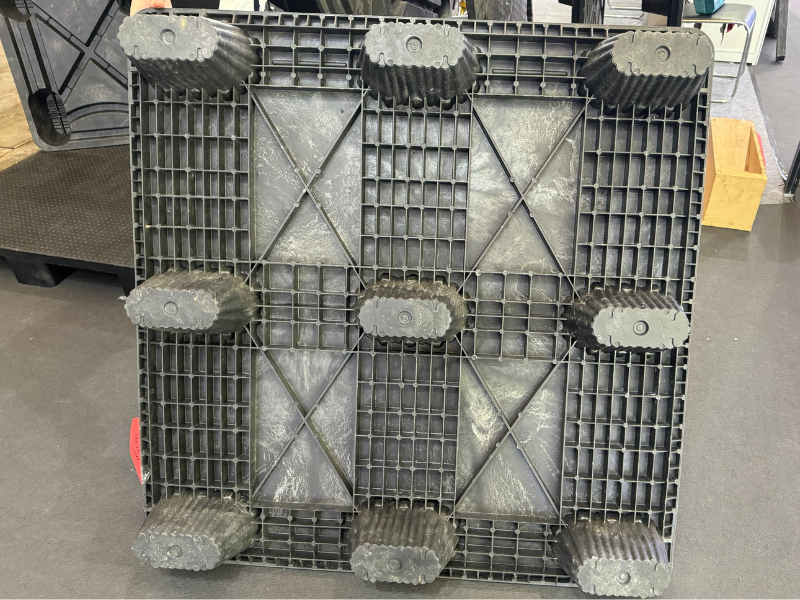
6. Extrusión de Perfiles
La extrusión de perfiles es similar al método de producción de paletas de madera. Después de que los gránulos de plástico se funden, se extruyen a través de una matriz con una forma específica para formar perfiles largos. Después de enfriarse, los perfiles se cortan en tablas de cubierta de paletas, vigas o bloques de soporte. Finalmente, se unen mediante soldadura, tornillos o clavos para formar una paleta completa.
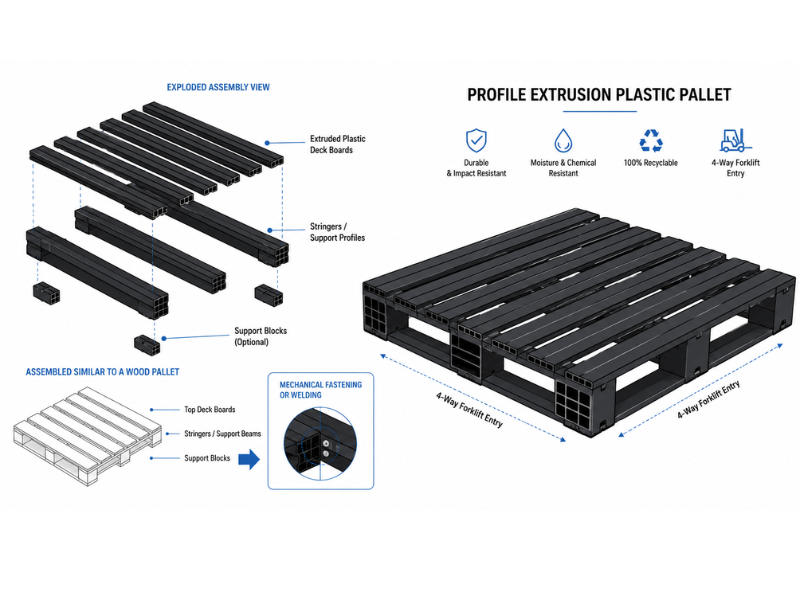
La característica más típica de este proceso es que utiliza perfiles de plástico reciclado. Los materiales comunes incluyen PEAD, PP, plástico reciclado mixto, y compuesto de madera y plástico con carga de polvo o fibra de madera. Para usted, la extrusión de perfiles es más adecuada para tamaños personalizados, pedidos de lotes bajos a medianos y proyectos con materiales reciclados.
Pero la resistencia de las tarimas de plástico extruidas por perfiles se ve afectada por el grosor del perfil, el método de conexión y la calidad del ensamblaje. Por lo tanto, su estabilidad es menor que la de las tarimas moldeadas por inyección.
El termoformado, el moldeo por compresión y la extrusión de perfiles son menos eficientes que el moldeo por inyección en cuanto a la producción. Son más adecuados para la producción de lotes medianos y bajos de paletas.
Pero el costo del molde y el costo de desarrollo temprano de estos tres procesos suelen ser menores que los de los moldes de inyección grandes.
Así que si necesitas una estructura especial, quieres usar materiales reciclados o quieres desarrollar un proyecto de palets con una inversión inicial menor, estos tres procesos son más flexibles.
¿Qué tarimas de plástico se producen generalmente mediante cada proceso de fabricación?
Si simplemente deseas juzgar qué proceso coincide con el palé que necesitas, puedes mirar directamente esta tabla.
| Proceso | Paletas Comunes | Características más típicas | ¿Apto para estanterías? | ¿Adecuado para automatización? | Materiales Comunes |
| Moldeo por inyección de alta presión | Palé rackable, paleta apilable, paleta de doble cara, paleta higiénica, tarima de 3 tirantes, paleta de 6 correderas | Dimensiones estables, detalles estructurales claros, buena consistencia entre lotes. | Apropiado, especialmente con tubos de acero o estructura de corredera reforzada | Adecuado, especialmente para transportadores, vehículos guiados automáticamente (AGV) y sistemas automatizados de almacenamiento y recuperación (AS/RS). | PP, HDPE, resina virgen, resina reciclada |
| Moldeo de espuma estructural | Paleta de plataforma grande, paleta de carga de pared gruesa, paleta industrial ligera | Piel exterior dura con núcleo espumado, buena relación rigidez-peso, adecuado para productos grandes de pared gruesa | Requiere evaluación, dependiendo de la planitud del fondo y la deflexión a largo plazo | Necesita evaluación, no es tan estable como el moldeo por inyección de alta presión | PP, HDPE, resina reciclada, molido |
| Moldeo por Soplado | Paleta de doble cara, palet de nueve patas, paleta de transporte de uso rudo, paleta apilable | Estructura hueca de doble pared, buena resistencia al impacto, alta capacidad de carga sin tubos de acero | Algunos modelos son adecuados, pero las pruebas de carga en bastidor y deflexión deben confirmarse. | Generalmente requiere evaluación; la tolerancia dimensional no es tan buena como en el moldeo por inyección | HDPE, HDPE reciclado |
| Moldeo Rotacional | Paleta de contención de derrames, paleta de contención de derrames para IBC, paleta de contención de derrames para tambores, paleta de contención secundaria, caja de paleta | Pared gruesa, hueco, sin costuras, apto para control de derrames y productos industriales especiales | Normalmente no es conveniente, a menos que se trate de un sistema especial de contención de derrames en rack. | No apto para sistemas de paletizado automático estándar | PE, HDPE, LLDPE |
| Termoformado / Moldeo por vacío | Paleta de fondo de funda, paleta de rotación ligera, paleta encajable ligera, paleta de transporte de embalaje | Lamina de plástico se calienta y se moldea, ligera, de pared delgada, flexible para desarrollo | Normalmente no es adecuado para estanterías de alta resistencia | Generalmente no es apto para la automatización de alta precisión | Lámina de HDPE, lámina de PP, lámina de plástico reciclado |
| Moldeo por Compresión / Moldeo por Prensa | Paleta de plástico reciclado, exportar paleta, paleta de nueve patas, paleta de almacén enfocada en costos | Pared gruesa, peso propio elevado, se pueden usar materiales compuestos y materiales reciclados | Normalmente no se recomienda a menos que haya datos claros de pruebas de carga en rack disponibles. | Generalmente no es apto para la automatización de alta precisión | Plástico reciclado, PP, HDPE, compuesto de madera y plástico, material con relleno de fibra |
| Extrusión de Perfiles | Paleta de madera plástica, paleta de tamaño personalizado, paleta de madera de plástico, paleta de exportación | Los perfiles se extruyen primero, luego se ensamblan como tarimas de madera. | Requiere evaluación, dependiendo del grosor del perfil y el método de conexión | Generalmente no es apto para la automatización de alta precisión | HDPE, PP, plástico reciclado, compuesto de madera y plástico |
Moldeo por Soplado vs. Moldeo por Inyección vs. Moldeo Rotacional
Después de leer el contenido anterior, comparemos directamente los tres puntos más importantes para los palés: dimensiones, capacidad de carga y precio.
Aquí, solo comparamos los tres procesos de paletizado más populares.
Comparación de Precisión Dimensional
Primero, tenga en cuenta: la tolerancia del palé no se trata solo de longitud, anchura y altura. También debe verificar si estas posiciones clave son estables y consistentes:
- Si la longitud, anchura y altura del palé son consistentes
- Si las posiciones de apertura de la horquilla son consistentes
- Si las patas o el soporte inferior son planos
- Si la textura antideslizante, las nervaduras y los detalles del borde son claros
- Si el peso y las dimensiones de cada lote son estables
- Si el palé es adecuado para estanterías, transportadores, AGV, AS/RS y otros equipos.
Moldeo por inyección:
Paletas moldeadas por inyección tener la la mayor precisión dimensional global, alrededor ±0.1 mm.
Esto se debe a que los palés moldeados por inyección se producen dentro de un molde cerrado. El tamaño del molde decide el tamaño del palé terminado.
Si necesita comprar paletas de plástico en grandes cantidades, el moldeo por inyección puede mantener las dimensiones del lote más estables.
Moldeo por soplado
Los palets moldeados por soplado tienen menor precisión que los palets moldeados por inyección, pero mayor precisión que los palets rotomoldeados.
La razón por la que su precisión es menor que la de los palets moldeados por inyección es que el parison de plástico se estira de manera diferente en diferentes posiciones. Esto puede hacer que algunas áreas sean más gruesas y otras más delgadas, por lo que la planitud y la consistencia del espesor de la pared son menores.
Pero su precisión es mayor que la de los palés rotomoldeados porque las dimensiones exteriores del palé están controladas por el molde, por lo que las dimensiones son relativamente consistentes.
Moldeo por rotación
Los palets rotomoldeados tienen la la menor precisión.
Esto se debe a que el moldeo rotacional no utiliza alta presión. Se basa completamente en la gravedad y la rotación para que el polvo se adhiera naturalmente a la pared del molde.
El rotomoldeo es mejor para fabricar paletas de pared gruesa, huecas y de gran tamaño. Por lo tanto, los clientes que nos compran paletas rotomoldeadas generalmente no tienen requisitos estrictos de precisión dimensional.
Comparación de capacidad de carga
La capacidad de carga es uno de los puntos de rendimiento del palé que debes considerar.
Moldeo por inyección:
Paletas moldeadas por inyección tener la más fuerte capacidad de carga total.
Una tarima moldeada por inyección regular sin tubos de acero generalmente tiene una capacidad de carga de alrededor de 1T carga dinámica y 4T carga estática.
Pero después de añadir 4 a más de 10 tubos de acero reforzado, el palé puede alcanzar Carga dinámica de 2T, carga estática de 6T, carga de rack de 1.5T, o incluso más.
Esto permite que los palets moldeados por inyección se utilicen para manipulación en el suelo, apilamiento en altura, estanterías a largo plazo y otras aplicaciones.
Moldeo por soplado
Las tarimas moldeadas por soplado Enlightening Pallet pueden alcanzar 2T de carga dinámica y 6T de carga estática sin tubos de acero.
Aunque esta capacidad de carga es superior a la de las tarimas de inyección sin tubos de acero, la capacidad de carga total de los palets moldeados por soplado sigue siendo inferior a la de los palets moldeados por inyección.
Esto se debe a que el moldeo por soplado generalmente es más adecuado para producir paletas plásticas reversibles y paletas de plástico encajables.
Estas tarimas moldeadas por soplado no pueden reservar espacio para tubos de acero, por lo que no se pueden usar en estanterías. Solo son adecuadas para apilamiento y uso en el suelo.
Moldeo por rotación
Las tarimas rotomoldeadas generalmente no se pueden reforzar con tubos de acero integrados. Al mismo tiempo, la capacidad de carga de las tarimas rotomoldeadas suele ser ligeramente más bajo que los palets moldeados por inyección y los palets moldeados por soplado.
Pero el moldeo rotacional te da opciones de carga muy flexibles. Para paletas de contención moldeadas por rotación que se utilizan para contener bidones de productos químicos o tanques IBC, podemos hacer que el rango de capacidad de carga sea de 25 kg a 4000 kg, dependiendo del modelo.
Comparación de costos
Moldeo por rotación
El rotomoldeo tiene la más bajo costo del molde.
Pero el ciclo de producción es lento, la ocupación de mano de obra y de máquinas es alta. Por lo tanto, el costo unitario de los palés rotomoldeados es el más alto.
Moldeo por soplado
El costo del molde de moldeo por soplado es inferior al moldeo por inyección.
Su velocidad de producción es más rápida que el moldeo rotacional. El precio unitario de los palets moldeados por soplado se encuentra entre el moldeo por inyección y el moldeo rotacional.
Moldeo por inyección:
Los moldes de inyección son caros.
Pero la producción por moldeo por inyección es rápida. Una vez que el costo del molde se distribuye entre cada paleta, el costo unitario se vuelve el más bajo.
Aun así, todo depende de la cantidad total de su pedido.
- Si tu pedido es inferior a 50 piezas, el moldeo rotacional puede ser más rentable en costos totales.
- Si tu pedido es de más de 300 piezas, el moldeo por inyección generalmente da un costo total menor.
- Si desea la resistencia al impacto y la ventaja de carga que aporta una estructura hueca, el moldeo por soplado es más rentable que el moldeo por rotación.
Preguntas frecuentes sobre el proceso de fabricación de palets de plástico
¿Cuáles son los pasos principales en el proceso de fabricación de paletas de plástico?
Ya sea moldeo por inyección, moldeo por soplado o termoformado, el proceso generalmente incluye preparación de materia prima y pretratamiento → moldeo dentro del molde → enfriamiento y desmoldeo → recorte y procesamiento → inspección de calidad. La diferencia principal radica en la etapa de moldeo: el moldeo por inyección utiliza inyección a alta presión, el moldeo por soplado utiliza la inflación de gas y el moldeo rotacional utiliza la rotación para hacer que el plástico fundido se adhiera a la pared del molde. Al final, el propósito es el mismo: dejar que el plástico fundido llene la cavidad del molde y forme la estructura de la paleta.
¿Cuál es más fuerte, una tarima termoformada de nueve patas o una tarima moldeada por soplado de nueve patas?
El palet moldeado por soplado es más fuerte. Un palet termoformado se fabrica estirando una lámina de plástico, por lo que el grosor de la pared suele ser fino y no completamente uniforme. Esto limita su resistencia estructural, y su carga dinámica suele estar por debajo de 500 kg.
¿Por qué algunos palets se vuelven “blandos” o se “hunden” después de un uso prolongado? ¿Está relacionado con el proceso?
Sí, está parcialmente relacionado con el proceso. Pero las tarimas también tienen un concepto llamado bicho raro, lo que significa que el palé comienza a deformarse lentamente desde el primer día de uso, incluso si al principio no se puede ver a simple vista. En términos generales, cuanto menor sea la proporción de material reciclado y cuantas más costillas de refuerzo tenga el palé, más lenta será la deformación.
Si mi tarima se utiliza en un almacén de frío a -30°C, ¿importa el proceso?
Sí. Para almacenamiento en frío, recomendamos elegir paletas de HDPE virgen moldeadas por inyección. La temperatura de fragilidad del HDPE puede ser tan baja como -70°C, por lo que funciona de manera relativamente estable en un entorno de almacenamiento en frío de -30 °C. No se recomiendan las tarimas de PP para esta condición, porque el PP es más adecuado para entornos de temperaturas más altas.
Si una parte de la superficie del palé está dañada, ¿qué proceso es más fácil de reparar?
Paletas de plástico hechas por extrusión de perfiles y paletas de plástico modulares son más fáciles de reparar. Incluso puedes contactar al fabricante para obtener módulos de repuesto y reparar la tarima tú mismo. Pero las tarimas moldeadas por inyección de una sola pieza generalmente no pueden ser reparadas por los propios usuarios.
¿Cuáles son las diferencias entre tarimas hechas de material virgen y material reciclado bajo el mismo proceso?
Dado que las fuentes de material reciclado no pueden unificarse por completo, el color de la superficie del palé terminado suele ser más oscuro o grisáceo. El material virgen tiene un color más uniforme y brillante, y la superficie se ve más limpia. Cuanto mayor sea la proporción de material reciclado, más obvia será la diferencia de apariencia. Esta es también la razón por la que los palés con una alta proporción de material reciclado a menudo se fabrican en azul o negro, que son menos llamativos.
Si estoy usando tarimas de madera ahora, ¿necesito volver a probar la capacidad de carga del estante al cambiar a tarimas de plástico?
Sí, necesitas confirmarlo, pero es posible que no tengas que volver a ejecutar la prueba tú mismo. Los palés de plástico y los palés de madera tienen un comportamiento de deflexión diferente, por lo que te sugerimos que le pidas a tu proveedor un informe de prueba de carga de rack y comprobando si los datos de deflexión bajo el tramo de tu estantería actual cumplen el requisito. Si eliges paletas moldeadas por inyección con refuerzo de tubo de acero, el rendimiento de la carga de la estantería puede alcanzar o incluso superar el de las paletas de madera, y también encontrarás que las paletas duran más.
Pensamiento final
Enlightening Pallet ha dominado varios procesos de producción, incluyendo moldeo por inyección, moldeo por soplado, moldeo rotacional y termoformado.
Siempre producimos tarimas de plástico de acuerdo con ISO 9001 métodos de producción. Puede ver nuestro paletas de plástico Página de colección, o lee nuestro Guía del Comprador 2026 de Paletas de Plástico.


