Plastics come in many types and serve countless industries, but do you know which specific plastics are primarily used in pallet manufacturing? This article explains the advantages of HDPE for plastic pallets and helps you determine when HDPE plastic pallets are the right choice for your operations.
What is HDPE?
HDPE, or High-Density Polyethylene, is probably all around you right now—it’s the material in milk jugs at the grocery store, detergent bottles under your sink, trash bins in your neighborhood, fuel tanks at gas stations, and even underground gas pipes.
What makes HDPE show up in so many different places is simple: it solves real problems that matter in daily use. Containers holding chemicals don’t corrode, outdoor equipment doesn’t crack when temperatures swing, and items that get moved around constantly don’t wear out quickly. Here’s what that means in practice: HDPE can handle 2-3 times the weight of wood while being 30% lighter, stays stable whether it’s in a -40°C freezer or an 80°C warehouse, and shrugs off acids, oils, and cleaning agents without breaking down—which is why it keeps working for 3-5 years or longer in demanding industries like chemicals, pharmaceuticals, and food.
Starting in the 1990s, HDPE began making its way into plastic pallet manufacturing, and for good reason—let’s look at why HDPE pallets took off and what advantages they bring to the table.

1. High Load Capacity with Lightweight Design
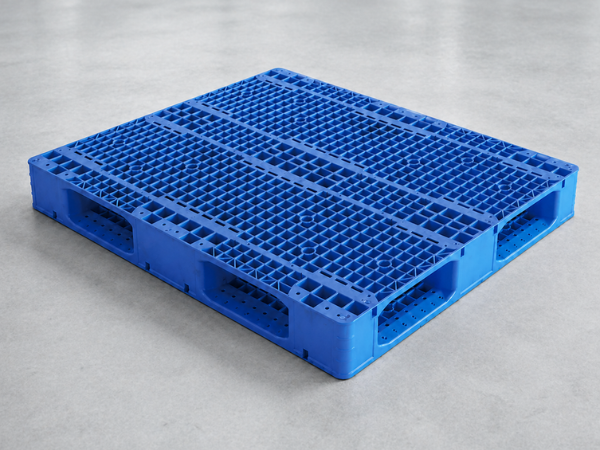
Thanks to HDPE’s high-strength molecular structure and reinforced rib design, HDPE pallets can handle dynamic loads of 1-1.5 tons and static loads exceeding 6 tons. What makes this even better is that an HDPE pallet weighs only 60-70% of a wooden pallet—a standard 1200x1000mm 3-runner solid HDPE pallet weighs around 12-18 kg, while a comparable wooden pallet weighs 25-30 kg. This means you can load more products without exceeding truck weight limits, and for long-haul shipping, you’ll save significantly on fuel costs.
If you’re running a warehouse or logistics center that handles heavy goods with frequent forklift operations, the lightweight nature of HDPE pallets makes handling easier while standing up to the repeated impact of forklift tines without cracking or breaking.
2. Stable Performance in Extreme Temperatures
You’ve probably seen wooden pallets crack or fall apart in winter from freezing—HDPE pallets don’t have this problem at all. HDPE’s molecular structure stays flexible at low temperatures, with a practical operating range of -40°C to 80°C, making it ideal for cold environments, which means HDPE pallets maintain their structural integrity and load-bearing capacity throughout this temperature range.
However, if your application involves temperatures above 80°C—such as high-temperature drying rooms, steam sterilization, or hot-fill production areas—PP (polypropylene) pallets are the better choice, as they can withstand 100-120°C without deforming.
Simply put: choose HDPE for cold storage, cold chain, and outdoor low-temperature environments; choose PP for high-temperature workshops and heat-processing areas.
3. Completely Waterproof and Moisture-Resistant
The biggest problem with wooden pallets is that they absorb water, which causes them to swell, develop mold, and rot, but HDPE’s dense molecular structure has nearly zero water absorption. This means even if your pallets are exposed to humid environments long-term or soaked in rain, they won’t:
- Gain weight from moisture absorption
- Warp or deform
- Develop mold or mildew
For the food, pharmaceutical, and chemical industries, this feature is critical—you don’t have to worry about pallets breeding bacteria or mold that could contaminate your products. If your warehouse is located near the coast with high humidity, or if you need to frequently wash and sanitize pallets, HDPE pallets will save you considerable maintenance hassle and replacement costs.
4. Chemical Resistance for Harsh Environments
HDPE demonstrates excellent resistance to nearly all acids, alkalis, salt solutions, and organic solvents, thanks to its chemical inertness—the molecular structure is highly stable and won’t react with most chemicals.
Wooden pallets corrode and deteriorate when exposed to chemicals, metal pallets rust, but HDPE pallets can directly contact chemical materials, cleaning agents, and oils without any damage. This makes them ideal for long-term use in demanding environments where corrosion would otherwise force frequent replacements:
| Harsh Environment | Why HDPE Works |
|---|---|
| Chemical plants | Resists acids, alkalis, and solvents |
| Pharmaceutical manufacturing | Compatible with disinfectants and cleaning agents |
| Electroplating facilities | Won’t corrode from plating solutions |
| Food processing plants | Withstands heavy-duty sanitizers and detergents |
| Oil & gas operations | Unaffected by petroleum products |
| Agricultural storage | Resists fertilizers and pesticides |
| Automotive workshops | Handles oils, greases, and brake fluids |
HDPE Spill Pallets are particularly well-suited for spill containment applications, providing a built-in sump to capture leaks and spills from drums or containers, making them essential for chemical storage and compliance with environmental regulations.
5. Hygienic and Safe, Meets Food and Pharmaceutical Standards
HDPE is an FDA (U.S. Food and Drug Administration) and EU food-contact certified safe material that contains:
- No heavy metals
- No harmful substance release
- No odor
- No toxicity
Compared to wooden pallets, HDPE pallets—even with grid structures—maintain a smooth, splinter-free surface that doesn’t harbor dirt and bacteria, and can be thoroughly cleaned with high-pressure washers or disinfectants, and even sterilized with high-temperature steam. This is critical for meeting GMP (Good Manufacturing Practice) and HACCP (Hazard Analysis and Critical Control Points) certifications in the food, pharmaceutical, and cosmetics industries. If you’re producing or storing products for direct consumption, medications, or items with strict hygiene requirements, HDPE pallets will help you pass quality audits and export inspections.
However, if you’re working in sanitary industries, we still recommend choosing solid-surface pallets, as they minimize cleaning hassles and eliminate gaps where contaminants could potentially collect.
6. Long Service Life of 10+ Years
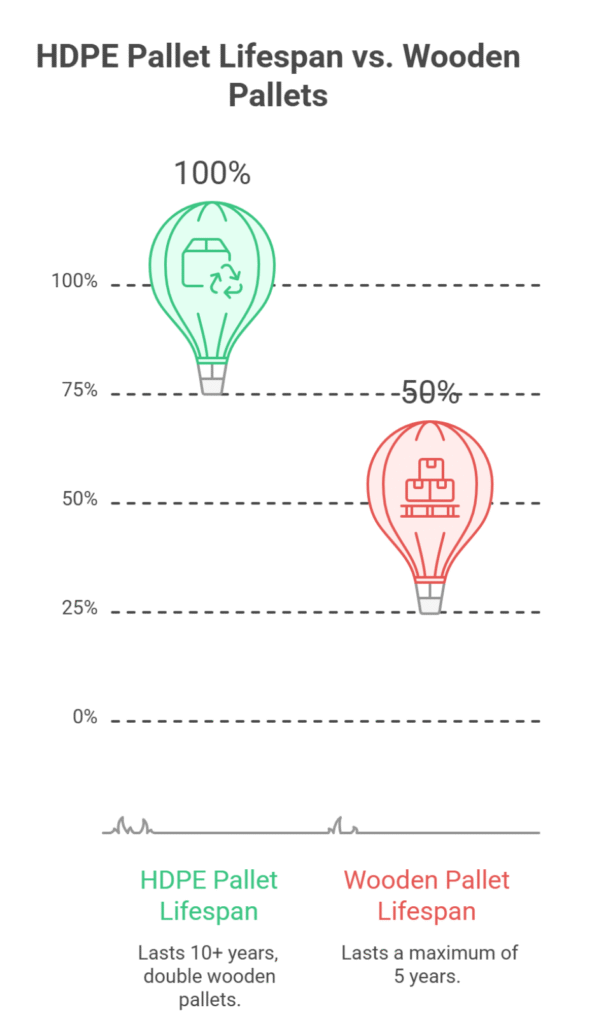
Ordinary wooden pallets last a maximum of 5 years, while HDPE pallets can perform for 10 years or even longer under normal operating conditions. This exceptional longevity stems first from HDPE’s unique toughness—unlike wooden pallets where a single crack can propagate along the grain and eventually cause complete failure, HDPE pallets won’t suffer structural collapse even when scratched or slightly damaged.
Additionally, HDPE’s excellent wear resistance and impact strength mean that even with daily forklift handling, friction on conveyor belts, and constant movement on and off racking systems, the pallet surface will only show minor surface scratches without compromising structural integrity.
Let’s break down the economics: if a wooden pallet costs $50 and lasts 3 years, you’ll need to replace it 3-4 times over 10 years for a total cost of $150-200; meanwhile, an HDPE pallet at $120 used for 10 years actually costs less in the long run. If you’re managing large-scale pallet pool systems or closed-loop operations, HDPE pallets will significantly reduce your total cost of ownership while eliminating the operational disruptions and resource waste that come with frequent replacements. For a deeper dive into factors affecting durability, check out our guide on plastic pallet lifespan.
7. 100% Recyclable and Reusable—Environmental and Economic Benefits
HDPE, as a thermoplastic, is fully recyclable and reusable. Recycled HDPE goes through cleaning, grinding, and re-pelletizing processes to be injection-molded into new pallets with minimal performance loss. When your HDPE pallets reach the end of their service life, you can sell them to recyclers or return them to manufacturers for residual value recovery, rather than paying disposal fees like you would with wooden pallets. If your company has ESG (Environmental, Social, and Governance) goals or needs ISO 14001 environmental management certification, using HDPE pallets provides real data for your sustainability reports.
Here’s an answer to a common question: Can recycled plastic pallets be recycled again? Yes, HDPE pallets typically support 3-5 effective recycling cycles. Even when HDPE material exceeds its effective recycling count, it can still be downcycled into lower-strength products like plastic crates, trash bins, and warning posts, achieving full material lifecycle utilization.
8. Precise Dimensions for Automated System Compatibility
HDPE pallets manufactured through injection molding or blow molding achieve dimensional accuracy within ±2mm, while wooden pallets, due to manual assembly, often have tolerances of ±10mm or greater. This precision is critical for automated storage and retrieval systems (AS/RS), AGV (Automated Guided Vehicle) systems, and automated stacking machines—equipment requires completely consistent pallet dimensions for accurate gripping and placement. If you’re upgrading your warehouse systems and introducing automation equipment or WMS (Warehouse Management Systems), the standardized specifications of HDPE pallets ensure smooth equipment operation, reducing jams and malfunctions while maintaining your operational efficiency.
9. Customizable with Anti-Slip and Anti-Static Options for Special Requirements
Standard HDPE pallets can be fitted with anti-slip pads (typically circular or strip-shaped) to prevent cargo from sliding during transport, and can also incorporate anti-static additives to create anti-static pallets suitable for electronics, precision instruments, and other static-sensitive products. Additionally, HDPE pallets can be customized with:
- Custom colors (to distinguish different product lines or customers)
- Logo printing (for brand identification and theft prevention)
- RFID chip installation (for intelligent tracking and management)
If you have specific industry requirements or management needs, the customization flexibility of HDPE pallets provides tailored solutions that wooden and metal pallets struggle to achieve.
Visit our customization page to learn what can be customized.
10. Odor-Resistant for Multi-Category Use
Wooden pallets absorb and retain odors—if they previously carried chemicals, spices, or strong-smelling food products, they may contaminate new cargo on subsequent uses. HDPE material doesn’t absorb or transfer odors, and after cleaning can immediately be used for completely different products. This is exactly why pallet rental companies choose HDPE pallets—you don’t have to worry about a pallet’s “usage history” affecting your current cargo quality. If your business handles multiple product categories or uses third-party logistics pallet rental services, HDPE pallets eliminate cross-contamination risks.
11. Low Noise for Improved Working Conditions
Metal pallets produce harsh metallic clanging when handled by forklifts, and wooden pallets generate significant noise when dropped—long-term exposure to such environments can damage employee hearing and affect work morale. HDPE pallets, due to their material properties, produce noticeably quieter and softer sounds during impacts, effectively reducing overall warehouse noise levels. If your warehouse or distribution center is located near residential areas or needs to comply with occupational health and safety standards, HDPE pallets help create a quieter, more comfortable work environment, improving employee satisfaction and retention.
Conclusion
HDPE plastic pallets deliver exceptional value through their superior load capacity, extreme temperature stability (-40°C to 80°C), complete moisture resistance, and chemical durability. With a service life exceeding 10 years, full recyclability, precise dimensions for automated systems, and compliance with food and pharmaceutical safety standards, HDPE pallets represent a smart long-term investment that reduces your total cost of ownership while supporting your sustainability goals.
If you’re ready to upgrade your pallet operations, Enlightening Pallet as a leading China plastic pallet manufacturer is here to help. We offer both 100% virgin HDPE plastic pallets for the most demanding applications and recycled material HDPE pallets for cost-effective solutions without compromising quality. Fill out our contact form and let’s discuss your specific requirements and create a customized solution that fits your business needs perfectly.